Finally decided to make a one tooth gear cutter. The holder will help in its construction, so it will be made first. It is essentially a simple adapter for direct attachment to the mill or the lathe.
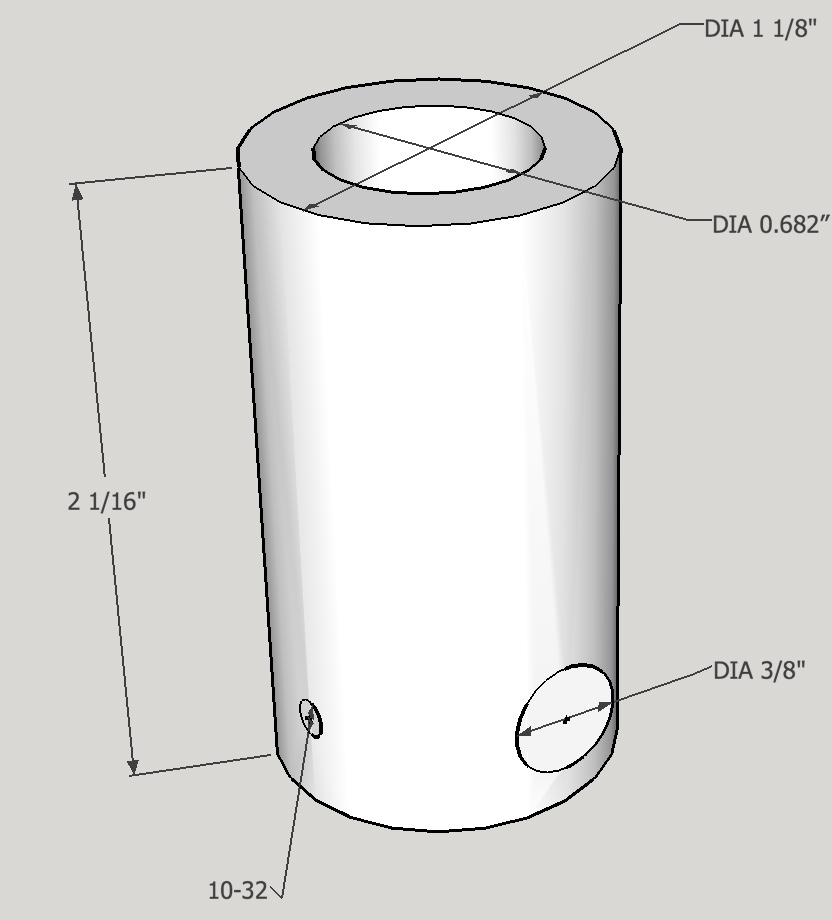
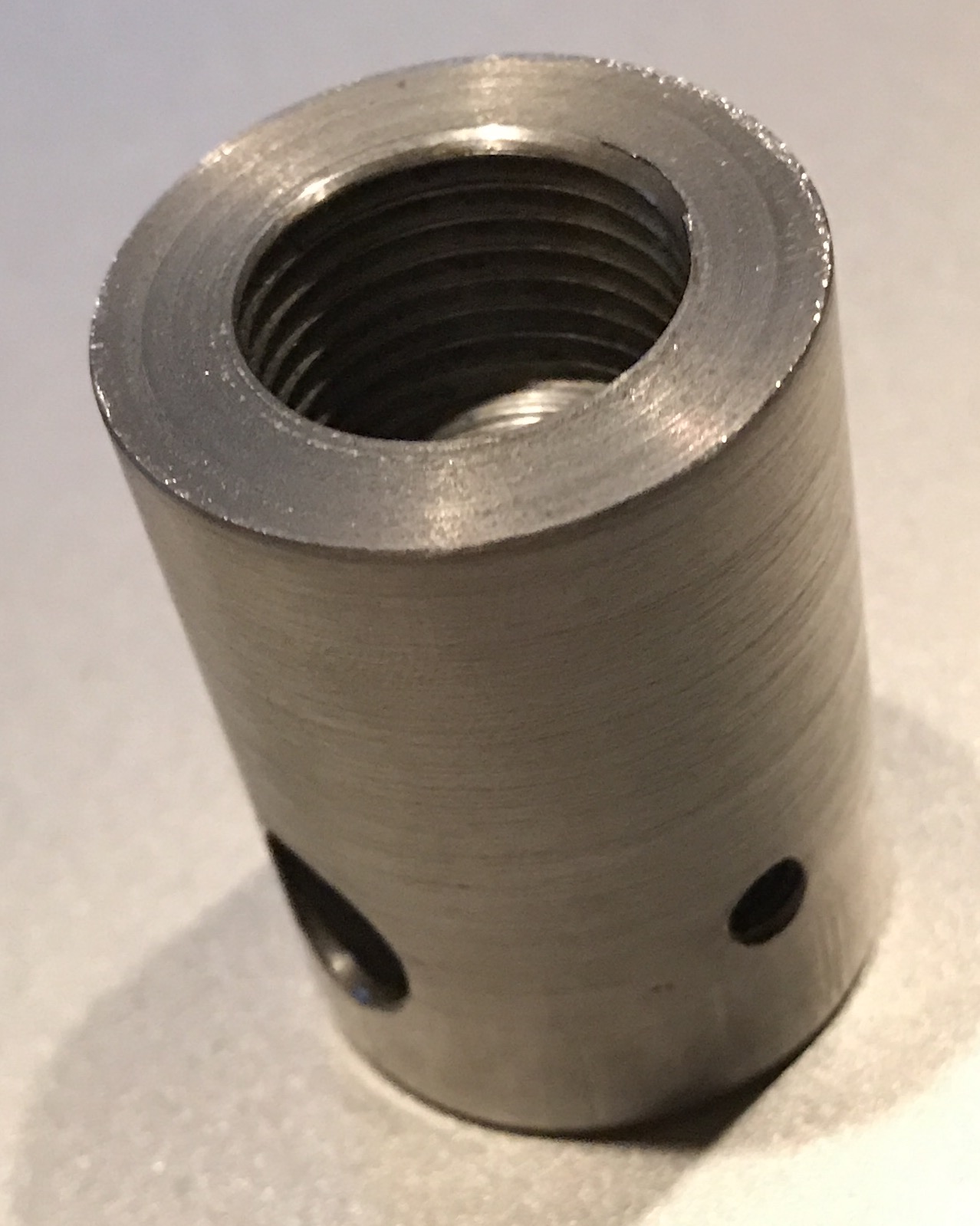
The project started with a 2 1/16" length of steel 1 1/8" in diameter. One end was faced and then clamped into a vee-block for cross drilling. Located the spindle center on the center line about 5/16" from the faced end. Center drilled and then drilled up to 3/8".
Could not fit the reamer in the setup, so had to drill to the full hole size instead.
Rotated the cylinder in the vee block 90° with the help of a rod in the 3/8" through hole. The cylinder was then clamped in place and cross drilled with a #21 drill bit and tapped 10-32.
The part was returned to the lathe, faced and drilled up to 3/8" diameter 1/2" deep. It was bored to 0.682" and single-point threaded to a thread depth of about 0.041". This gave a nice fit on the Sherline spindles. Burrs were removed with countersinks.